主反射面精度测量及调整是天线整架的一个关键环节,直接关系到天线反射面的最终精度。由于66m天线口径大,频段高,对于主反射面的精度要求很高,因此其精度测量及调整尤为重要。
测量是工业设计和制造的基础,也是保证天线主面精度的基础。随着天线的发展,对测量的要求越来越高,天线反射面精度测量技术也得到快速发展,由初始的经纬仪钢带尺测量法、五棱镜测量法发展到现在的激光跟踪仪、全站仪、照相(摄影)测量、全息测量、激光雷达测量等。
传统的测量方法一般采用光学经纬仪。光学经纬仪只能测出目标对经纬仪的方位/俯仰角,而不能测出距离。因此采用这种方法测量天线面精度有两个必要条件:经纬仪的方位轴必须与天线轴重合,天线基准和经纬仪必须调整到水平状态。测量时,一人观测目标测量点的仰角与理论值之间的误差,一人对测量点的高低进行调整,调整完一点再进行下一点,经过多次调整达到精度要求。这种方法靠人工观测,且只能在天线朝天状态下进行,所以调整精度不高,一般用于面精度要求低于0.5mm的天线;此外由于只能一个点一个点地调整,所以调整时间长。
激光跟踪仪一般用于对面精度要求高于0.5mm的天线进行测量。激光跟踪仪不仅能测量目标的方位/俯仰角,还能测量目标的距离,这就意味着能够测量出任意目标点的坐标值,因此,这种方法无须方位轴重合和天线基准水平这2个条件。激光跟踪仪本身的光学精度较高,并且由电脑进行数据采集和处理,所以测量精度很高。采用这种方法可以在所有点都测量完成后计算出每个点的误差值,然后集中人力对每个点用百分表监测进行调整,调整之后再测量、再调整,反复多次,直到满足要求为止。但是目标位置必须放置专用的靶球,需要人工移动靶球来依次测量每个点,所以如果测量点很多,测量速度就比较慢,人员不好接近的地方也难以测量。
照相法测量系统由高分辨率摄影测量专用相机、自动定向规、长度基准尺、反光摄影标志及系统软件等组成。测量时,系统采用高分辨率摄影测量专用相机,在不同位置和方向获取被测天线数字图像,经图像预处理、标志识别、图像匹配、空间三角交会及光束平差后得到待测点的三维坐标,依据待测点的三维坐标对天线进行几何尺寸检测、变形测量、逆向工程分析等。照相法测量系统可在天线现场安装完成后,精确测量出面板各个调整点的调整量,天线主反射面、副反射面在不同姿态下的重力变形情况,为天线的调整提供实时、准确的测量数据。
DSF1天线反射面口径为66m,天线主反射面分15圈,由1104块单元面板组成,调整点7824个。针对反射面的高精度要求,此次采用摄影测量,分别测量天线反射面在相对地面10°、35°和90°(即口面朝天)时的型面精度及各调整点在法线方向上的调整量;再指导天线反射面的调整,再测量,反复数次,直到反射面精度达到设计要求为止。
检测方案
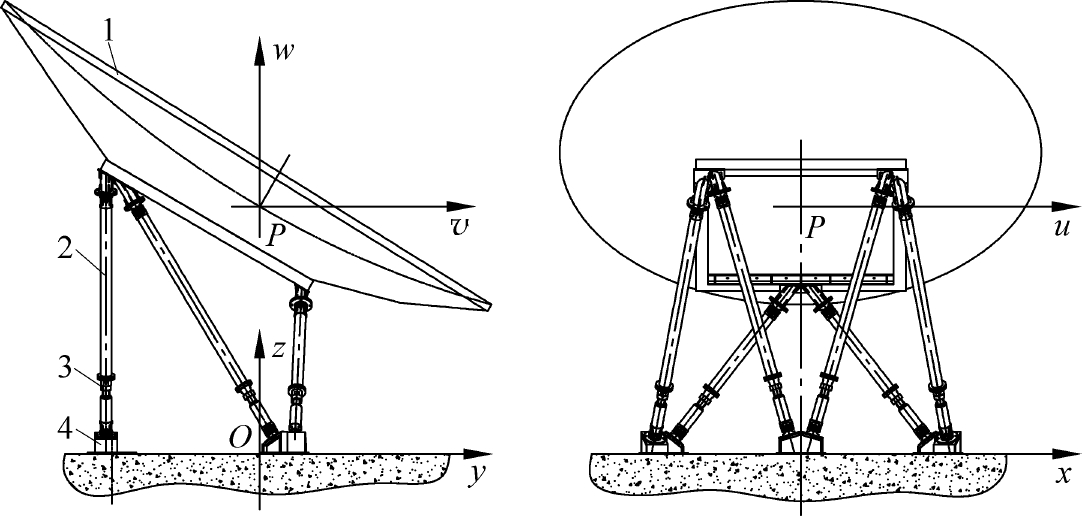
天线主反射面的检测主要利用V-STARS S8摄影测量系统进行,如图2-46所示。对于其不同的姿态,检测方法均一致,仅仅是拍摄时相机所需位置不同。
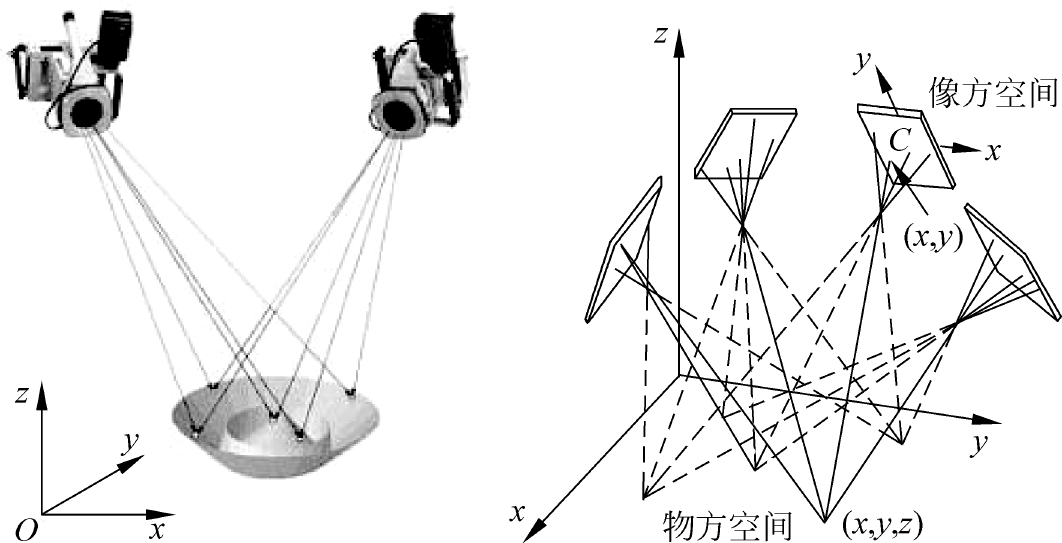
图2-46 摄影测量系统原理示意图
测量过程:
- 准备工作,即在天线面板上粘贴摄影定向反光标志(retro-reflective target,RRT);
- 现场对天线表面的RRT标志进行交向摄影;
- 用摄影测量软件对图像进行处理和计算,得到型面点的三维坐标;
- 利用型面点坐标计算天线的型面精度和各点的法向调整量,以及各轴线方向上的分向调整量;
- 如果偏差超限,则进行调整,调整以后再次重复测量,直到满足要求。
目标点、相机中心和像点三点共线。
方案实施
标志及布设
在测量过程中主要用到两种人工标志:圆形定向反光标志和编码标志(见图2-47)。RRT标志的特点是反射亮度比漫射白色标志高出数百甚至上千倍,可以轻松得到被测目标物自身影像“消隐”,RRT标志的构象特别清晰突出“准二值影像”;而编码标志的主要作用则是用于实现各摄站的自动定向和测量点的自动匹配。
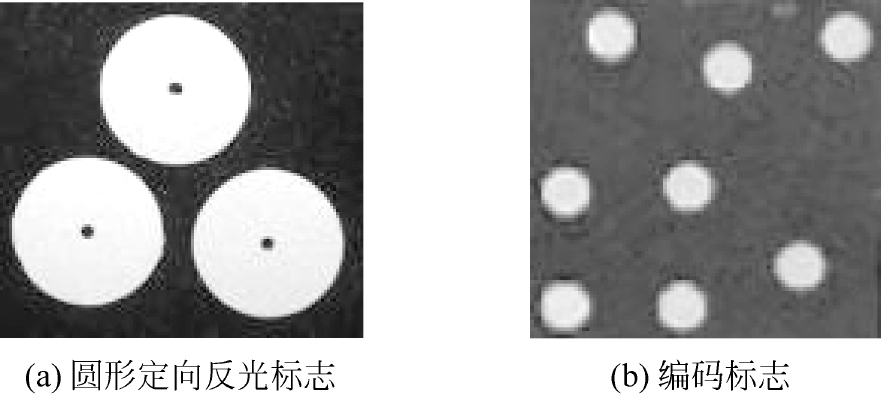
图2-47 测量中使用的摄影标志外观
系统尺度及摆放
采用光束法平差时,需要提供至少一个长度基准;另外,在DSF1中,被测天线的直径为66m,测量范围较大。所以,为了提高测量的精度,应采取以下措施:
- 使用大长度基准尺(如2.846m);
- 测量过程中,在天线上将基准尺摆放多个(3~5个)位置。
摄站布设及测量
由于66m天线自身的高度和倾斜角度,考虑相机镜头视场角、摄影距离、测量精度、测量场地等问题,本次测量采用局部摄影、整体解算方法进行。
1)当天线口面朝天(90°)时
①在天线内环面板上对基准法兰盘进行测量以建立天线加工坐标系(见图2-48),在测量之前,须在其基准圆上及其x轴和y轴上粘贴测量标志;
②在副反射面天线平台上对天线主反射面进行测量,从整体上覆盖整个天线主反射面;
③在4根副反射面天线支撑腿上距天线主反射面的5m、10m和15m处分别针对该区域的天线主反射面进行加密测量,以增加各测量点的冗余测量基线数,提高测量的空间几何图形强度和测量精度;

图2-48 基准法兰盘测量
④在天线旁的施工脚手架平台上对天线的外环面板进行测量,此时,应把天线按照顺(逆)时针方向转动进行测量。
天线90°仰角时,测量示意图如图2-49所示。
2)当天线口面呈35°和10°时
为了得到较好的图像质量和较好的拍摄图形,用吊车设备将测量人员送至天线的正前方(见图2-50),距离天线各环面板正上方15m左右,均匀布设摄站(见图2-51),围绕着天线进行拍摄,保证每个标志点至少被10张照片覆盖。
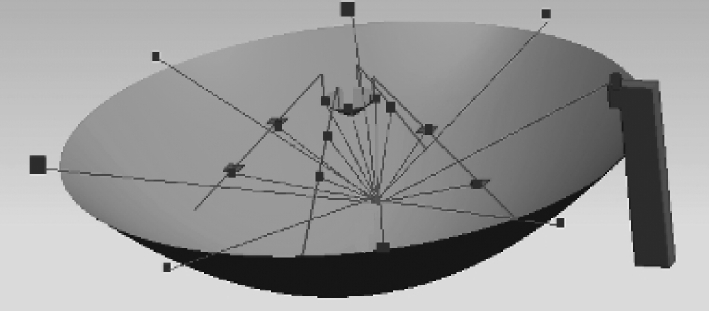
图2-49 天线90°仰角时型面测量示意图

图2-50 吊车拍摄
3)型面偏差和各点调整量的计算
在得到摄影测量坐标系中的坐标后,再根据天线中几个关键点的理论坐标将测量坐标系转换到天线加工坐标系下(或构建天线加工坐标系),最后计算天线的型面偏差和各调整点的调整量。
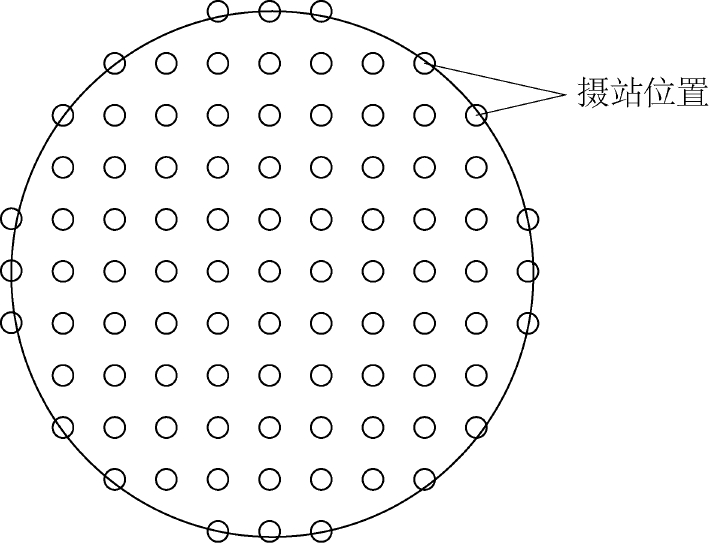
图2-51 摄站位置分布示意图
型面偏差计算采用了两种方法:抛物面拟合法和基于计算机辅助设计(CAD)数字模型的自由曲面形状偏差计算法(CAD数字模型由辰维公司专业人员研发)。基于CAD数字模型的自由曲面形状偏差计算法的原理为:通过坐标转换将测量坐标系转换到CAD型面坐标系下(只要概略转换),然后将测量点投影到理论面上,以投影点为公共点的设计坐标重新进行坐标转换,获得新的转换参数;重复上述步骤,直到测量点相对于CAD曲面距离平方和最小时停止迭代计算。
测量精度
影响摄影测量精度的几何因素主要有交会图形、冗余照片数和被测物体的尺寸。V-STARS/S系统的相对测量精度是1:120 000,因此,当被测天线比较大时,为了提高精度,可以采用缩短拍摄距离和增加摄站数目的方式,将摄站离天线近一点进行摄影,每张照片仅拍摄天线的一部分,用多个局部照片将天线整体拼接起来。
可以估算:
- 相机测量相对精度:1/120 000(5μm+5μm/m);
- 15m摄影距离时,绝对测量精度:优于0.12mm。
反射面的调整
通过摄影测量得到面型精度以及各调整点在法线方向上的调整量(误差量),调整人员通过调整面板修正调整量。调整工作在天线反射面内进行,相邻面板高低抹平即可。通过反复调整、测量,直至达到反射面精度要求为止。