M7130平面磨床电气控制原理电路图解
磨床是利用砂轮的周边或端面进行加工的精密机床。砂轮的旋转是主运动,工件或砂轮的往复运动为进给运动,而砂轮架的快速移动及工作台的移动为辅助运动,磨床的种类很多,按其工作性质可分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床等,其中尤以平面磨床应用最广。

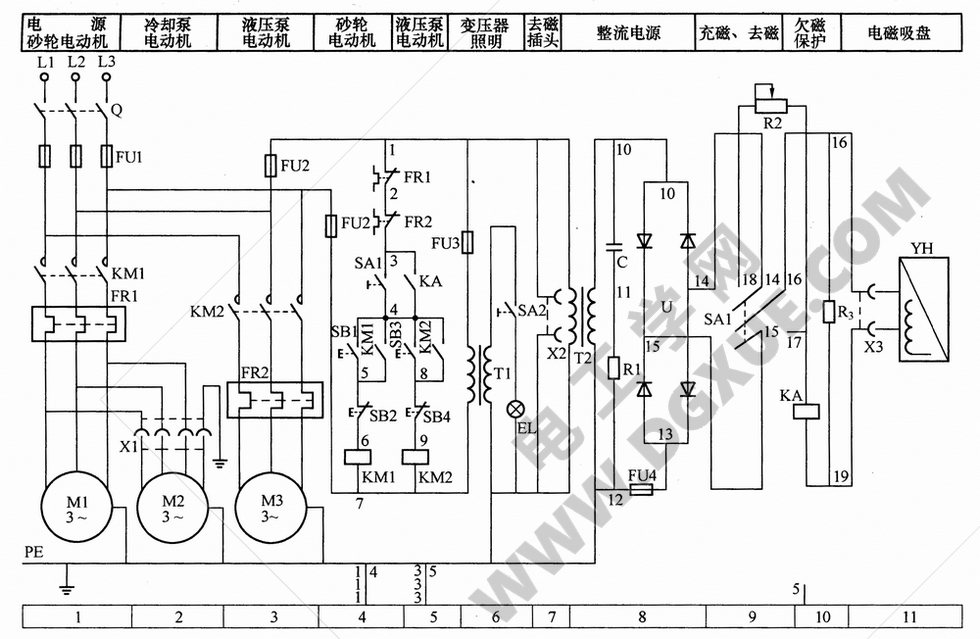
如下图所示的是M7130平面磨床电气控制电路,下面的表格是与之对应的主要电气元件表。其机械结构由床身、工作台、电磁吸盘、砂轮箱、滑座等部分组成,工作台上装有电磁吸盘,用以吸附工件。工作台在液压传动机构作用下,沿着床身的导轨作往返运行,砂轮箱在电动机M4的驱动下可在主导轨上作垂直运行。其电气设备主要安装在床身后部的壁龛盒中,控制按钮安装在床身前部的电气操纵盒上。电气控制电路可分为主电路、控制电路、电磁吸盘控制电路和机床照明电路等部分。
M7130平面磨床电气控制电路图(点击图片看大图)
M7130平面磨床主要电气元件表:

主电路分析
装有三台电动机,其中M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。电动机都采用直接起动,单方向旋转控制。其中M1、M2由接触器KM1控制,M2再经接插器X1供电,M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2由热继电器FR1作长期过载保护,M3由热继电器FR2作长期过载保护。
电动机控制电路分析
由按钮SB1、SB2与接触器KM1组成砂轮M1单向旋转起动一停止控制电路;按钮SB3、SB4与接触器KM2构成液压泵M3单向旋转起动——停止控制电路。但电动机的起动必须在下列条件之一成立时方可进行:
- 电磁吸盘YH工作,并且欠电流继电器KA线圈得电吸合后;
- 若电磁吸盘YH不工作,但转换开关SA1置于“去磁”位置,其触点SA1 (3-4)闭合。
电磁吸盘控制电路
M7130平面磨床的电磁吸盘装在工作台上,用于固定加工工件。当电磁铁线圈通电时,电磁铁心就产生磁场,吸住铁磁材料工件,便于磨削加工。电磁吸盘控制电路包括整流、控制、保护三个部分。整流部分通过整流变压器T2把380V电压变换为135V电压,并通过桥式整流电路输出110V直流电压,供给吸盘电磁铁。
电磁吸盘由转换开关SA1控制。SA1有三个位置:“充磁”、“断电”、“去磁”。当SA1置于“充磁”位置时,触点SA1(14-16)与SA1 (15-17)接通;当开关置于“去磁”位置时,触点SA1 (14-18)与SA1(16-15)及SA1(4-3)接通;当开关置于“断电”位置时,SA1所有触点都断开。对应SA1各个位置,电路工作状态如下:
当SA1置于“充磁”位置时,电磁吸盘YH通110V直流电压,其极性19号端头为正极,16号端头为负极,同时欠电流继电器KA线圈与YH串联,当吸盘电流足够大时,KA吸合,触点KA(3-4)闭合,表明电磁吸盘吸力足以将工件吸牢,此时可分别操作按钮SB1与SB3,起动M1与M3电动机进行磨削加工。当加工完成,按下停止按钮SB2与SB4,M1与M3停止旋转为使工件易于从电磁吸盘上取下,需对工件起先去磁,其方法是将开关SA1扳到“退磁”位置。
当SA1扳到“退磁”位置时,电磁吸盘中通人反向电流,并在电路中串入可变电阻R2,用以限制并调节反向去磁电流大小,达到既能退磁又不致反向磁化的目的。退磁结束,将SA1扳到“断电”位置,便可取下工件。若工件对去磁要求严格,在取下工件后,还可用交流去磁器进行去磁。
电磁吸盘设有欠电流保护、过电压保护、短路保护和整流装置的过电压保护环节。
为了防止在磨削过程中,电磁吸盘出现断电或线圈电流减小,引起电磁吸力消失或吸力不足,工件飞出时造成人身与设备事故,在电磁吸盘线圈电路中,串入欠电流继电器KA。当励磁电流正常,吸盘具有足够的电磁吸力时,KA才吸合动作,触点KA (3-4)闭合,为M1、M3电动机进行磨削加工做好准备,否则不能开动磨床进行加工,若在磨削过程中出现吸盘线圈电流减小或消失时,将使KA释放,触点KA(3-4)断开,KM1、KM2线圈断电,M1、M2、M3电动机立即停止旋转避免事故发生。
电磁吸盘线圈匝数多,电感量大,在通电工作时,线圈中储存磁场能量较大,当线圈断电时,由于电磁感应,在线圈两端产生很大的感应电动势,出现高电压,将使线圈绝缘及其他电器设备损坏,为此,在吸盘线圈两端并联了电阻R3,作为放电电阻,吸收吸盘线圈储存的能量,实现过电压保护。
在整流变压器T2的二次侧或整流装置输出端装有熔断器FU4作短路保护。
当交流电路出现过电压或直流侧电路通断时,都会在整流T2的二次侧产生浪涌电压,该浪涌电压对整流装置有害,为此将整流T2的二次侧接在RC阻容吸收装置上,吸收浪涌电压,实现整流装置的过电压保护。
照明电路
M7130平面磨床照明电路由照明变压器T1将电压降为24V,并由开关SA2控制照明灯EL。在照明变压器的一次侧接有熔断器FU3作短路保护。
 鄂网公安备 42112502000017号
鄂网公安备 42112502000017号